El curvado de tubos, perfiles y productos tubulares metálicos es un proceso de conformado en frío en el que se dobla el tubo recto. Este artículo explica la deformación transversal en la zona doblada del tubo que resulta del doblado en frío de tubos.
Es importante dejar claro desde el principio que la deformación siempre se produce en la parte doblada del tubo, la sección transversal, como resultado del doblado. Además, la deformación de la sección transversal del tubo doblado aumenta a medida que disminuye el radio de curvatura, es decir, es inversamente proporcional.
Esto significa que para una sección transversal dada (por ejemplo, tubo Ø50×2), cuanto menor sea el radio de curvatura, mayor será la deformación de la sección transversal del tubo en la zona de curvatura.
Conoce la diferencia entre curvado y rolado de tubos? Descubra más en este artículo.
Deformación de tubos curvados redondos, cuadrados y rectangulares
Para hablar específicamente de la deformación de los tubos, primero hay que explicar las distintas denominaciones de la deformación del material en la zona de flexión. Aquí hay que distinguir si se trata de un tubo redondo o cuadrado/rectangular.
Deformación de tubos redondos curvados: ovalización
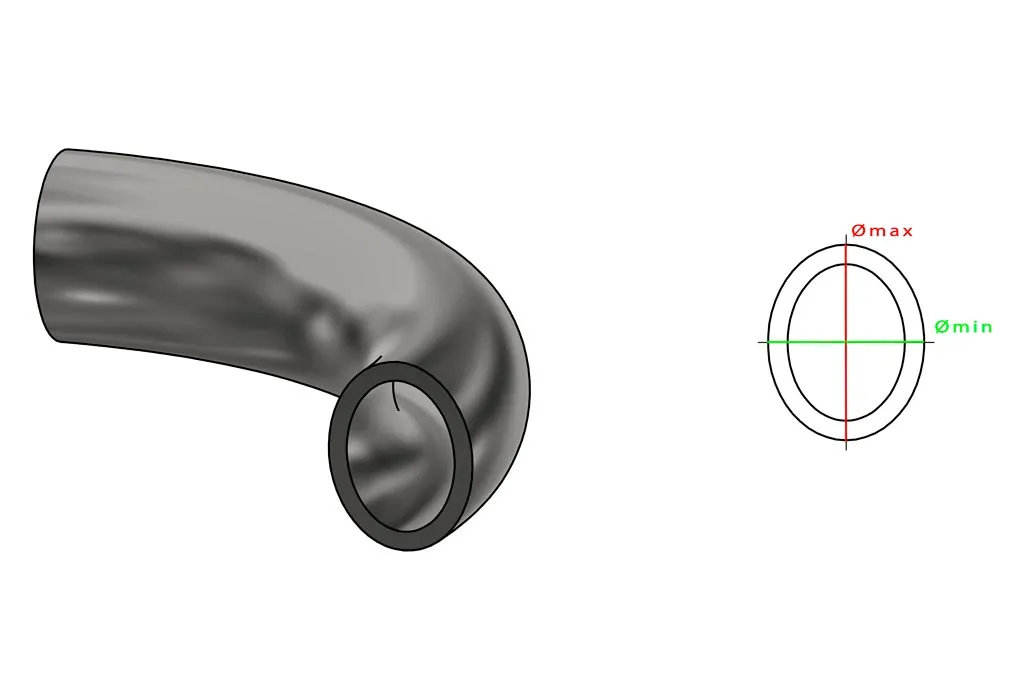
La deformación del tubo redondo curvado se denomina ovalización y representa la desviación máxima admisible de la forma circular del diámetro original del tubo.
Tanto al curvar tubos como al rolar tubos el tubo tiende a ovalizarse simétricamente. La ovalización también provoca un cambio en el diámetro del tubo, como se muestra en la siguiente ilustración.
¿Cómo se calcula la deformación de un tubo redondo curvado?
El valor de la ovalidad, que generalmente se mide en porcentaje (%), se calcula comparando el diámetro máximo (Ø max) con el diámetro mínimo (Ø min) después de que el tubo haya sido procesado, es decir, después de doblarlo y laminarlo.
Sin embargo, hay industrias, como las centrales eléctricas, en las que la ovalidad es un factor tan importante que está regulado por normas específicas (por ejemplo, UNI EN 12952-5-2022).
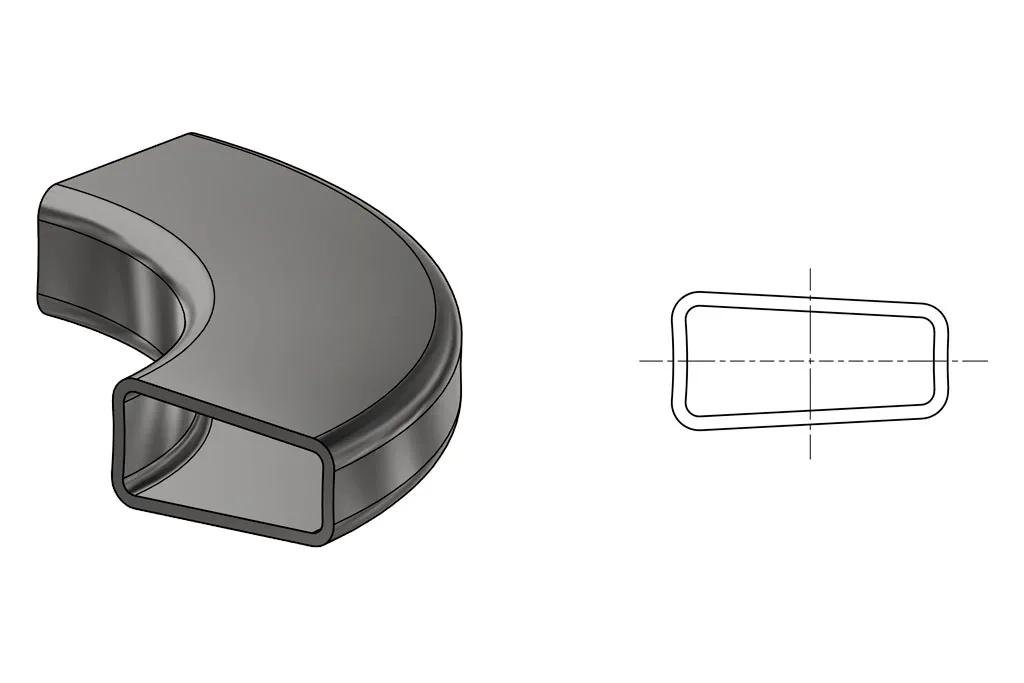
Deformación de tubos cuadrados y rectangulares doblados
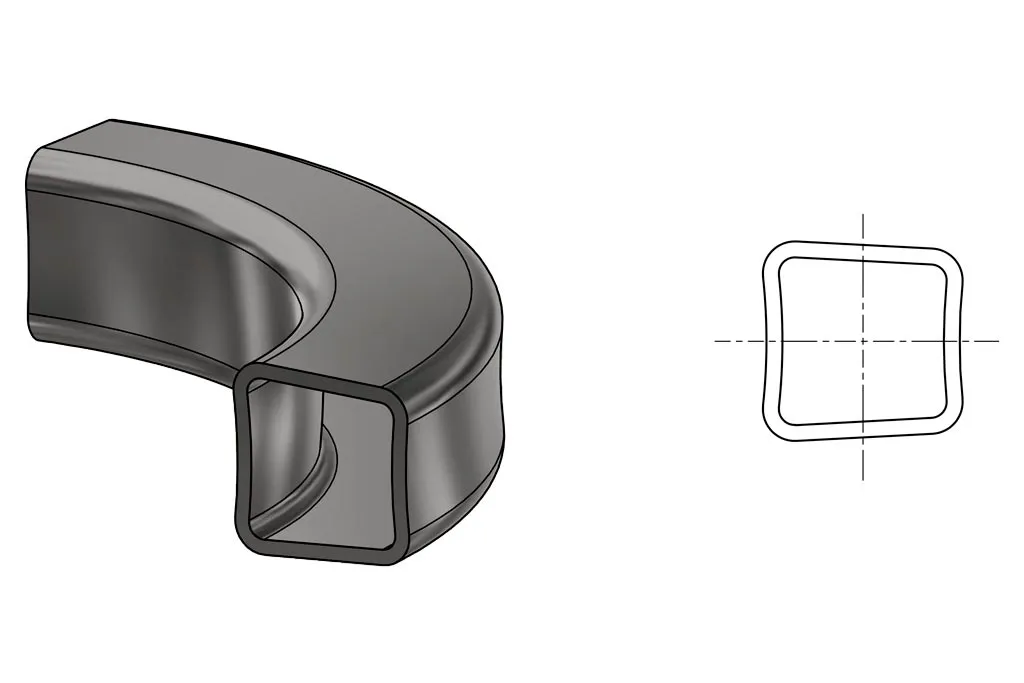
La deformación por flexión también se produce con secciones transversales de tubo cuadradas y rectangulares.
Como puede verse en la figura siguiente, la parte doblada del perfil tiene una forma trapezoidal como resultado de la deformación. A diferencia de la ovalización, esta deformación no es simétrica y presenta convexidad dentro y fuera de la curva del tubo.
¿Cómo se calcula la deformación de un tubo cuadrado o rectangular doblado?
La deformación de los tubos cuadrados/rectangulares se calcula en mm midiendo ambos lados de la sección doblada y comparándolos con las medidas tomadas antes de mecanizar el tubo.
Algunos ejemplos:
- Para un tubo cuadrado de S355 de 100x100x8 mm de diámetro, que se dobla a 90° con un radio interior de 200 mm, la deformación de la sección transversal del tubo doblado es de 105,8×99,4 mm.
- La ovalización de un tubo redondo de acero inoxidable doblado a 90° con un diámetro de Ø50×2 mm y un radio de curvatura medio de 105 mm es de aproximadamente el 3% (Ømax=50,1/Ømin=48,5).
Deformación del espesor del tubo
La deformación de la sección transversal del tubo debido al curvado no sólo provoca un cambio en el diámetro, sino también en el grosor del tubo. La deformación del grosor del tubo curvado es inmediatamente visible cuando se corta el tubo.
Debido a la deformación, se producen los dos fenómenos siguientes:
- Compresión del espesor: El espesor de la pared interior del tubo curvado aumenta debido a la compresión.
- Adelgazamiento del espesor: El espesor de la pared exterior del tubo curvado tiende a disminuir debido al adelgazamiento.

Para conseguir una buena calidad de curvado de tubos, es importante encontrar el equilibrio adecuado entre compresión y adelgazamiento del espesor. Este equilibrio se consigue teniendo en cuenta varios factores, entre ellos
- Sección transversal del tubo
- Espesor del tubo
- Grado de curvatura
- Radio de curvatura
- metal
- Dispositivo de presión para el interior y para eliminar las arrugas
- Booster (fuerza de empuje de algunas curvadoras de tubos) para reducir el adelgazamiento del exterior durante el curvado
¿Es posible controlar y limitar la deformación de las tuberías?
Dado que la deformación de la sección transversal del tubo se debe siempre a la flexión y el curvado del tubo, existe una forma de limitar la deformación. ¿Cómo se consigue? Utilizando herramientas especiales que permiten doblar el tubo con precisión:
- Mandriles fijos
- Mandriles giratorios
- Contracorredera
Para los tubos cuadrados/rectangulares, sin embargo, utilizamos un pistón limitador en la matriz: se trata de un dispositivo que limita la deformación de la cara superior del tubo curvado y limita la deformación de la cara vertical del tubo cuadrado aplicando una determinada presión.
Conclusiones
Al curvar y rolar tubos, siempre se produce una deformación del perfil en la zona de curvado.
Uno de los aspectos de calidad más importantes del curvado profesional de tubos en Tecnocurve es tomar todas las medidas necesarias para controlar y limitar la deformación del diámetro y el grosor del tubo como resultado del procesamiento.
Gracias a nuestra maquinaria y al gran número de accesorios disponibles para la mayoría de los perfiles de tubo, podemos ayudar a las empresas a encontrar las mejores soluciones para sus necesidades.